Ce este un frământat de cauciuc și cum este structurat
A framantator de cauciuc — denumit și mixer intern sau frământător de tip banbury — este o mașină de amestecare închisă, de mare intensitate, utilizată pentru a amesteca cauciucul brut cu aditivi precum negru de fum, sulf, acceleratori, plastifianți și uleiuri de procesare. Spre deosebire de morile deschise, frământatul de cauciuc efectuează amestecarea într-o cameră etanșă, ceea ce reduce dramatic pierderea de material, îmbunătățește uniformitatea dispersiei și permite prelucrarea compușilor sensibili la temperatură.
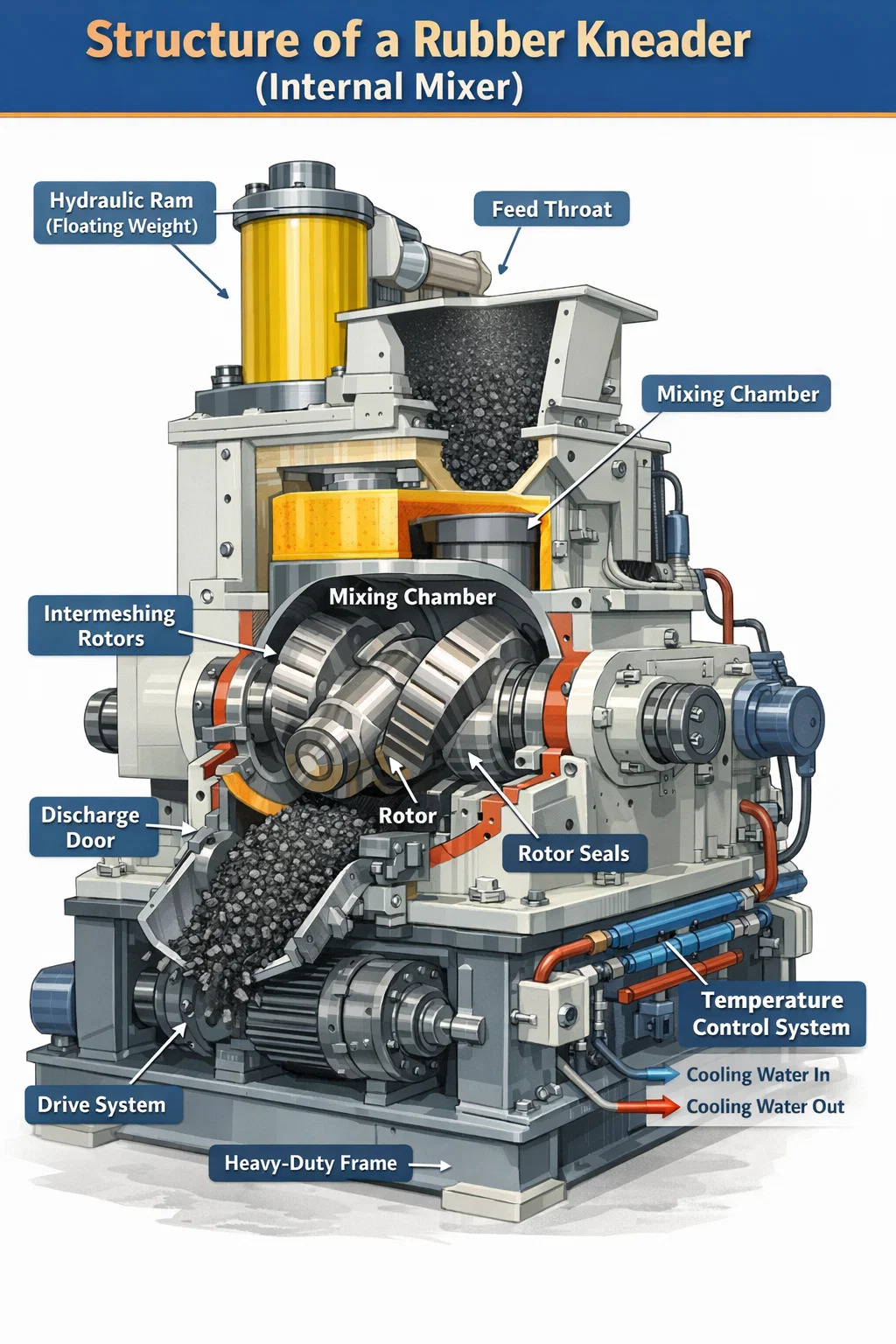
Structura de bază a unui frământat de cauciuc constă din șase sisteme primare: camera de amestecare, rotoarele, pistonul hidraulic (greutate plutitoare), mecanismul ușii de descărcare, sistemul de control al temperaturii și sistemul de antrenare. Fiecare joacă un rol mecanic distinct, iar înțelegerea modului în care interacționează dezvăluie de ce frământatoarele interne au devenit standardul industriei pentru amestecarea cauciucului în fabricarea anvelopelor, etanșări, garnituri, furtunuri și produse tehnice din cauciuc.
Corpul mașinii în sine este construit în mod obișnuit din oțel turnat de înaltă rezistență sau tablă de oțel fabricată, cu suprafețe interioare călite sau căptușite cu aliaj rezistent la uzură pentru a rezista forțelor mecanice enorme generate în timpul amestecării - depășind adesea 500 kN la mașinile de mare capacitate.
Camera de amestecare: inima framantatorului de cauciuc
Camera de amestecare este spațiul închis în care are loc toată amestecarea. Este o cavitate în formă de opt prelucrată la toleranțe extrem de strânse, concepută pentru a găzdui două rotoare contrarotative. Profilul intern al camerei nu este circular - pereții săi sunt conturați pentru a completa geometria rotorului, asigurându-se că masa de cauciuc este pliată, forfecată și reexpusă în mod continuu la suprafețele rotorului.
Volumul camerei este una dintre specificațiile principale utilizate pentru a clasifica frământatoarele de cauciuc. Mașinile la scară de laborator pot avea volume de cameră de până la 0,3 litri, în timp ce mixerele interne de calitate de producție utilizate în fabricile de anvelope pot depăși 650 de litri. Dimensiunile industriale obișnuite variază de la 20L la 270L, cu factorii de umplere (raportul dintre greutatea încărcării cauciucului și volumul camerei) setabili de obicei între 0,6 și 0,75.
Pereții camerei încorporează o rețea extinsă de canale interne de răcire și încălzire . În frământările moderne de cauciuc, aceste canale sunt găurite direct prin corpul camerei și conectate la un sistem de control al temperaturii în buclă închisă. Managementul termic precis este esențial - vâscozitatea cauciucului, eficiența dispersiei și calitatea compusului depind toate de menținerea temperaturii lotului într-o fereastră definită, adesea între 70°C și 160°C, în funcție de formulare.
Camera este împărțită în două jumătăți - un corp superior și un corp inferior - înșurubat împreună. Jumătatea inferioară conține balamaua ușii de descărcare. Această construcție divizată permite accesul pentru inspecție, curățare și înlocuire a căptușelii. Căptușelile camerei din oțel călit (de obicei cu valori de duritate a suprafeței de 58–62 HRC) protejează corpul camerei structurale de compușii abrazivi de cauciuc și pot fi înlocuite independent, fără a demonta întreaga mașină.
Rotoare: componenta definitorie a designului frământatorului de cauciuc
Rotoarele sunt elementele mecanice care realizează efectiv munca de amestecare în interiorul camerei. Într-un frământător de cauciuc, două rotoare se rotesc în direcții opuse la un raport de viteză fix , de obicei 1:1.1 sau 1:1.2, creând o viteză diferențială a rotorului care generează o forță de forfecare intensă în punctul de contact dintre rotoare și între fiecare rotor și peretele camerei.
Geometria rotorului este unul dintre cele mai proiectate aspecte ale unui mixer intern. Există trei tipuri principale de rotoare utilizate în frământatoarele moderne de cauciuc:
- Rotoare cu două aripi (eliptice): Designul original, caracterizat prin două pale elicoidale răsucite de-a lungul arborelui rotorului. Acestea generează forțe de forfecare mari și sunt potrivite pentru compuși greu de amestecat, masterbatch-uri de negru de fum și cauciucuri cu vâscozitate ridicată, cum ar fi cauciucul natural (NR) și EPDM. Distanța la vârf între aripa rotorului și peretele camerei este de obicei de 2-6 mm.
- Rotoare cu patru aripi: Dezvoltat pentru a îmbunătăți simultan amestecarea dispersivă și distributivă. Aripile suplimentare măresc frecvența de pliere și reorientare a materialului pe rotație, permițând încorporarea mai rapidă a materialelor de umplutură. Rotoarele cu patru aripi sunt acum standard în liniile de amestecare a anvelopelor de mare producție.
- Rotoare cu șase aripi (sau cu mai multe aripi): Folosit în aplicații care necesită o dispersie excepțional de fină de umplutură, cum ar fi compușii de anvelope pe bază de silice, unde eficiența cuplarii cu silan este critică. Aceste rotoare produc amestecare mai blândă, mai distributivă, cu temperaturi de vârf mai scăzute.
Arborele rotorului sunt goale și conectate la sistemul de control al temperaturii, permițând lichidului de răcire sau aburului să curgă prin interior. Această răcire internă a rotorului este esențială în operațiunile de amestecare de mare viteză, unde generarea de căldură prin frecare poate provoca vulcanizarea prematură (arsirea) compusului. Viteza suprafeței rotorului în frământatoarele de producție variază de obicei de la 20 până la 80 rpm , cu unele mașini cu viteză variabilă capabile să funcționeze în această gamă completă într-un singur ciclu de amestecare.
Rotoarele sunt susținute la ambele capete de rulmenți cu role anti-fricțiune de mare rezistență, găzduiți în cadrele laterale ale mașinii. Aranjamentul rulmentului trebuie să suporte atât sarcinile radiale de la presiunea compusului de cauciuc, cât și sarcinile de tracțiune axiale generate de aripile rotorului elicoidal. Ansamblurile de rulmenți din frământatoarele mari sunt de obicei răcite cu apă, deoarece căldura de frecare la locurile rulmentului ar reduce în mod semnificativ durata de viață.
Sistem de etanșare a rotorului
Acolo unde arborii rotorului ies din camera de amestec prin pereții laterali, un sistem de etanșare previne scurgerea compusului de cauciuc de-a lungul arborelui. Din punct de vedere tehnic, aceasta este una dintre cele mai dificile domenii ale designului frământatorului de cauciuc. Garnitura trebuie să conțină cauciuc la presiuni de până la 0,5–1,0 MPa în timp ce arborele se rotește cu viteză, totul în timp ce interiorul camerei este la temperaturi ridicate.
Cele mai multe frământatoare de cauciuc moderne folosesc unul dintre cele două aranjamente de etanșare:
- Garnituri labirint cu garnitură de cauciuc: O serie de caneluri și creste prelucrate creează o cale întortocheată care rezistă curgerii compuse. Combinat cu inele de etanșare din cauciuc comprimat, acest aranjament oferă o etanșare eficientă pentru majoritatea compușilor de producție. Înlocuirea ambalajului este o sarcină de întreținere de rutină efectuată la fiecare câteva sute de ore de funcționare.
- Garnituri mecanice frontale: Folosit în mașini și aplicații premium cu cerințe stricte de contaminare. O față rotativă a etanșării apăsată pe un scaun staționar oferă o barieră pozitivă. Aceste etanșări pot fi răcite cu aer sau cu apă și oferă intervale de service mai lungi decât etanșările de tip ambalaj.
Berbecul hidraulic (greutate plutitoare): controlul presiunii deasupra compusului
Așezat direct deasupra camerei de amestecare se află berbecul superior, numit în mod obișnuit greutatea plutitoare sau berbecul hidraulic. Acesta este un bloc solid din oțel sau fontă ductilă, format pentru a se potrivi în interiorul gâtului de alimentare al camerei. Funcția sa este de a sigila partea superioară a camerei de amestecare după ce materialul este încărcat și de a aplica presiune în jos asupra lotului de cauciuc în timpul amestecării.
Presiunea pistonului este una dintre cele mai importante variabile de proces în funcționarea frământării de cauciuc. Presiunea mai mare a pistonului forțează compusul de cauciuc să intre în contact mai strâns cu rotoarele, crescând intensitatea forfeinței și îmbunătățind dispersia. Cu toate acestea, presiunea excesivă accelerează uzura rotorului și a căptușelii camerei. Presiunile pistonului în mașinile de producție variază de obicei între 0,2 și 0,8 MPa, aplicate printr-un cilindru hidraulic montat deasupra gâtului de alimentare.
Berbecul este ghidat de un cilindru vertical cu gât - un pasaj prelucrat cu precizie care menține berbecul centrat și previne mișcarea laterală sub presiune compusă. O etanșare împotriva prafului în partea de jos a gâtului împiedică migrarea cauciucului în sus în jurul corpului berbecului. Berbecul în sine este adesea cu miez și conectat la circuitul de apă de răcire pentru a gestiona absorbția căldurii din cauciucul de dedesubt.
Cilindrul hidraulic care acționează berbecul este montat pe un cadru pivot deasupra corpului mașinii, permițându-i să se balanseze atunci când capacul gâtului de alimentare este deschis pentru încărcare. Pe liniile de producție automate, ciclul ram este controlat de programul de amestecare - se ridică automat când ușa de gunoi se deschide pentru a elibera lotul și coboară și se blochează imediat după încărcarea următoarei încărcări.
În unele modele mai noi de frământare de cauciuc, în special cele utilizate pentru amestecarea silice-silan, presiunea pistonului este modulată dinamic în timpul ciclului de amestecare - reducând temporar presiunea în timpul etapei de reacție de silanizare pentru a preveni supraîncălzirea, apoi crescând-o din nou pentru dispersia finală. Acest lucru necesită un sistem de supape hidraulice proporționale integrat cu unitatea de control al mașinii.
Mecanismul ușii de descărcare: eliberarea lotului mixt
Ușa de evacuare formează partea inferioară a camerei de amestecare. Când amestecarea este completă, această ușă se deschide în jos (sau se balansează într-o parte, în funcție de proiectare) pentru a elibera lotul finit de cauciuc prin gravitație într-un dispozitiv din aval - de obicei o moară deschisă, un extruder cu două șuruburi sau un transportor de răcire pentru lot.
Ușa este acționată de un cilindru hidraulic, iar mecanismul său de blocare trebuie să reziste la presiunea maximă internă a camerei în timpul amestecării fără deformare. Chiar și flexibilitatea minoră a ușii poate permite extrudarea cauciucului în zona de etanșare a ușii, accelerând uzura și provocând contaminarea. Framantatoarele de cauciuc de inalta calitate folosesc mai multe suruburi de blocare sau un mecanism de blocare cu came care distribuie forța de strângere uniform pe perimetrul ușii.
Fața ușii (suprafața care intră în contact cu compusul de cauciuc) este de obicei acoperită cu o placă de uzură călită, care poate fi înlocuită independent. Corpul ușii încorporează canale de răcire conectate la același circuit ca și pereții camerei. Un inel de etanșare din cauciuc sau elastomeric rulează în jurul perimetrului ușii pentru a preveni scurgerea compusului la interfața cameră/uşă - această etanșare este un articol consumabil înlocuit în timpul întreținerii programate.
Timpul de deschidere a ușii de descărcare este un parametru al procesului - deschiderea mai rapidă reduce timpul de expunere la căldură a compusului după terminarea amestecării, ceea ce este critic pentru compușii sensibili la temperatură care conțin agenți de vulcanizare pre-dispersați. În liniile de producție de mare viteză, deschiderea ușii și eliminarea lotului sunt finalizate în 3-5 secunde pentru a menține debitul.
Sistem de control al temperaturii: gestionarea căldurii în frământatul de cauciuc
Gestionarea temperaturii nu este opțională în funcționarea frământării de cauciuc – este o cerință fundamentală pentru calitatea compusului și repetabilitatea procesului. Sistemul de control al temperaturii cuprinde trei zone de schimb de căldură: pereții camerei, corpurile rotorului și berbecul. Fiecare zonă poate fi controlată independent.
Majoritatea frământărilor de cauciuc de producție folosesc o unitate de control al temperaturii apei (TCU) în buclă închisă care circulă apa temperată prin toate cele trei zone. TCU poate încălzi apa folosind încălzitoare electrice sau injecție de abur și o poate răci folosind un schimbător de căldură conectat la alimentarea cu apă răcită a instalației. Temperaturile țintă ale apei variază în funcție de stadiul procesului:
- Etapa de preîncălzire: 60–90°C apă pentru a aduce camera la temperatura de funcționare înainte de primul lot al schimbului
- Etapa de amestecare: 20–40°C apă de răcire pentru a absorbi căldura de frecare și pentru a preveni supratemperatura compusului
- Etapa de curățare: apă fierbinte sau spălare cu abur pentru a înmuia compusul rezidual pentru o îndepărtare mai ușoară
Temperatura compusului este monitorizată de termocupluri sau senzori cu infraroșu montați în peretele camerei. Feedback de temperatură compusă în timp real este utilizat de sistemul de control al mașinii pentru a regla viteza rotorului, presiunea pistonului și debitul lichidului de răcire pentru a menține lotul în limitele specificațiilor. În unele sisteme avansate de frământare de cauciuc, amestecarea se oprește automat atunci când temperatura compusului atinge un punct de referință, mai degrabă decât după un ciclu de timp fix - această așa-numită descărcare controlată cu temperatură este mai consistentă decât descărcarea controlată în timp și reduce variabilitatea de la lot la lot.
Detalii despre circuitul de răcire a rotorului și a camerei
În interiorul fiecărui rotor tubular, circuitul de răcire urmează de obicei un model în spirală sau alezaj care maximizează suprafața de contact. Racordurile rotative (numite și îmbinări pivotante) de la capetele arborelui rotorului conectează conductele staționare de alimentare cu lichid de răcire la interiorul rotorului rotativ fără scurgeri. Acestea sunt componente de precizie care necesită inspecție și înlocuire periodică, deoarece garniturile lor interne se uzează.
Canalele de răcire din peretele camerei sunt găurite într-un model serpentin prin blocul camerei, de obicei la o distanță de 30-50 mm centru-centru. Debitul de lichid de răcire prin aceste canale este proiectat pentru a obține o capacitate de îndepărtare a căldurii suficientă pentru puterea nominală a mașinii - pentru un frământat de 270 L cu un motor de antrenare de 2000 kW, sistemul de răcire trebuie să fie capabil să elimine cel puțin 1,5–2,0 MW de energie termică în mod continuu.
Sistem de antrenare: Transmisia puterii la rotoare
Sistemul de antrenare al unui frământător de cauciuc constă din motorul electric, reductorul de viteză (cutie de viteze) și aranjamentul angrenajului care antrenează cele două rotoare. Deoarece rotoarele trebuie să se rotească la un raport de viteză fix unul față de celălalt, ele sunt cuplate printr-un ansamblu de angrenaje de blocare - angrenajele de sincronizare - care asigură sincronizarea indiferent de variațiile de sarcină.
Motorul de antrenare principal este aproape universal un motor de inducție cu curent alternativ cu control variabil de frecvență (VFD) în mașinile moderne. Capacitatea de viteză variabilă este esențială pentru optimizarea amestecării în diferite etape ale unui ciclu compus - de exemplu, rularea la viteză mică în timpul defectării inițiale a balotului pentru a evita supraîncărcarea motorului, apoi accelerarea la viteza maximă pentru încorporarea umpluturii. Puterea motorului în frământatoarele de cauciuc de producție cântare cu volumul camerei:
| Volumul camerei (L) | Puterea tipică a motorului (kW) | Gama de viteze a rotorului (rpm) | Aplicație comună |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Loturi mici, compuși de specialitate |
| 75–120 | 500–900 | 20–70 | Anvelopă de dimensiuni medii și cauciuc industrial |
| 200–270 | 1500–2500 | 20–80 | Compoziție de volum mare a benzii de rulare a anvelopelor |
| 400–650 | 3000–5000 | 15–60 | Producție de masterbatch de anvelope la scară largă |
Cutia de viteze (reductorul de viteză) reduce viteza motorului până la viteza de funcționare a rotorului înmulțind cuplul. Într-un frământat de cauciuc, cutia de viteze trebuie să suporte un cuplu extrem de mare - pentru un motor de 2000 kW care funcționează rotoarele la 40 rpm, cuplul la arborele rotorului poate depăși 500.000 N·m. Cutia de viteze este de obicei un aranjament cu arbore paralel sau în unghi drept, cu roți dințate elicoidale carburate și șlefuite, găzduite într-o carcasă robustă din fontă sau oțel fabricat cu lubrifiere cu alimentare forțată.
Un cuplaj flexibil între motor și cutie de viteze absoarbe sarcinile de șoc în timpul defectării balotului - impactul atunci când un rotor lovește un balot de cauciuc rece poate provoca creșteri instantanee ale cuplului de două până la trei ori mai mari decât cuplul nominal de operare. Fără un cuplaj flexibil, aceste vârfuri ar fi transmise direct la cutia de viteze și la arborele motorului, provocând o defecțiune prematură la oboseală.
Gât de alimentare și sistem de încărcare
Gâtul de alimentare este trecerea verticală deasupra camerei de amestecare prin care sunt încărcate cauciucul și aditivii. În operarea manuală, balotii de cauciuc și aditivii cântăriți sunt aruncați în gât de către operatori sau transportor. În liniile de amestecare automate, gâtul de alimentare este prevăzut cu o tavă de basculare sau un dispozitiv pneumatic de asistență pentru a împinge materialele în jos în cameră împotriva rezistenței rotoarelor.
Dimensiunile deschiderii gâtului sunt concepute pentru a accepta dimensiuni standard de balot de cauciuc - un frământat de 270 L are de obicei o deschidere a gâtului de aproximativ 600 mm × 400 mm. Un capac de praf sau o clapă pivotantă închide gâtul după încărcare pentru a conține praful și vaporii în timpul amestecării. Unele mașini încorporează, de asemenea, un orificiu de extracție a fumului în capacul gâtului conectat la un sistem central de ventilație - acest lucru este deosebit de important atunci când se amestecă compuși care conțin negru de fum, sulf sau uleiuri de procesare volatile.
Injectarea de ingrediente lichide - pentru uleiuri de proces, silani lichizi sau aditivi speciali - se face adesea prin orificiile montate direct în peretele camerei sau prin corpul berbecului. Aceste duze de injecție trebuie să fie proiectate pentru a rezista la presiunea și temperatura din cameră, oferind în același timp volume precise măsurate, de obicei controlate de sistemele de dozare cu pompe cu angrenaje integrate cu programul de amestecare.
Cadrul mașinii și componentele structurale
Întregul ansamblu de frământare din cauciuc este montat pe un cadru de bază structural greu fabricat din tablă groasă de oțel sau piese turnate. Acest cadru absoarbe forțele de reacție din procesul de amestecare și le transmite fundației. Forțele implicate sunt substanțiale - un frământat mare de producție generează forțe de separare a rotorului (forța care împinge rotoarele în afară din cauza presiunii cauciucului) care pot atinge câteva sute de kilonewtoni în timpul sarcinilor de amestecare de vârf.
Cele două rame laterale, câte unul pe fiecare parte a camerei de amestecare, poartă lagărele rotorului și asigură legătura structurală între cameră și bază. Acestea sunt adesea componentele cele mai puternic solicitate din mașină și sunt fabricate din fontă nodulară sau oțel fabricat de grosime, cu raze generoase de filet pentru a reduce concentrația de tensiuni.
Suporturile de izolare a vibrațiilor dintre cadrul de bază al frământului și fundația clădirii sunt standard la instalațiile moderne. Un frământat mare de cauciuc complet încărcat în timpul ruperii balotului generează vibrații semnificative - fără izolație, acestea se pot transmite structurii clădirii și pot afecta instrumentele din apropiere sau pot cauza fisurarea prin oboseală în șuruburile de ancorare în timp.
Sistem de control și instrumentare în frământatoarele moderne de cauciuc
Framantatoarele de cauciuc contemporane sunt echipate cu sisteme de control bazate pe PLC care gestioneaza intregul ciclu de amestecare automat. Sistemul de control monitorizează și înregistrează un flux continuu de date de proces:
- Temperatura compusului (măsurată prin termocuplul peretelui camerei sau pirometrul cu infraroșu îndreptat către compus printr-un port de vedere)
- Viteza rotorului (rpm), reglabilă continuu de către VFD
- Consumul de curent al motorului, care este proporțional cu vâscozitatea compusului și servește ca măsură indirectă a aportului de energie de amestecare
- Aport specific de energie (kWh/kg), acumulat pe parcursul ciclului de amestecare
- Poziția și presiunea berbecului
- Temperaturile de intrare și ieșire a lichidului de răcire pentru fiecare zonă de răcire
- Poziția ușii de descărcare (blocare deschis/închis)
Aportul specific de energie este, fără îndoială, cel mai fiabil indicator al completitudinii amestecării pentru mulți compuși de cauciuc — dispersia negrului de fum, de exemplu, este strâns corelată cu aportul de energie cumulativ per kilogram de compus, mai degrabă decât cu timpul. Comenzile moderne ale frământării din cauciuc permit definirea programelor de amestecare prin punctul final al energiei, mai degrabă decât punctul final al timpului, care compensează automat variațiile vâscozității materiei prime între loturi.
Toate datele loturilor sunt înregistrate într-o bază de date pentru trasabilitatea calității. Integrarea cu Manufacturing Execution Systems (MES) permite ca fiecare înregistrare de lot să fie legată de numerele de lot de materii prime, ID-ul operatorului și rezultatele testelor compuși din aval, permițând analiza cauzei principale atunci când apar abateri de calitate.
Diferențele structurale cheie între tipurile de frământare din cauciuc
Nu toate frământările de cauciuc au configurații structurale identice. Există mai multe variante de design pentru a satisface diferite cerințe de producție:
Framantatoare cu rotor tangențial vs
Într-un frământat cu rotor tangențial (designul clasic Banbury), cele două rotoare se rotesc pe căi circulare separate, care sunt tangente unul la celălalt - aripile rotorului nu se împletesc. Acest lucru creează o zonă mare de amestecare între rotoare unde are loc o forfecare intensă, făcând frământatoarele tangenţiale extrem de eficiente pentru amestecarea dispersivă a materialelor de umplutură de armare. Majoritatea mixerelor interne de producție din întreaga lume folosesc rotoare tangenţiale.
Într-un frământat cu rotor interconectat (cum ar fi seria GK de la HF Mixing sau seria F de la Farrel Pomini), rotoarele sunt poziționate mai aproape unul de celălalt, iar aripile lor se suprapun și se întrepătrund pe măsură ce se rotesc - similar în concept cu un extruder cu două șuruburi, dar cu zboruri mult mai scurte și mai groase. Acest design generează un model de curgere distinct diferit, producând o amestecare mai bună distributivă și temperaturi mai scăzute ale compusului, cu prețul unei intensități de amestec dispersive ceva mai mici. Framantatoarele intercalate sunt preferate pentru cauciucul siliconic sensibil la caldura, fluoroelastomerii si compusii in care controlul temperaturii este primordial.
Framantatoare cu descarcare inversata (inversata).
Unele modele de frământare din cauciuc - în special cele utilizate în liniile de procesare continue sau semi-continue - nu se descarcă printr-o ușă de jos, ci prin înclinarea întregului ansamblu al camerei de amestecare, astfel încât deschiderea camerei să fie cu fața în jos și compusul să cadă. Acest design de descărcare inversat permite o eliberare mai rapidă a lotului și o integrare mai ușoară cu echipamentele de procesare din aval poziționate direct sub frământat. Implicația structurală este un cadru de mașină semnificativ mai complex, cu un mecanism de înclinare și un sistem de blocare hidraulic.
Framantatoare deschise (Sigma Blade) vs. Framantatoare inchise de tip Banbury
Este demn de remarcat faptul că, în unele contexte industriale, termenul „frământat de cauciuc” se referă și la frământatoare cu lamă Z sau sigma-blade - mașini deschise, în formă de jgheab, cu două lame sigma sau în formă de Z contra-rotative. Acestea sunt structural destul de diferite de mixerul intern închis descris în acest articol. Framantatoarele cu lame Sigma nu au un sistem de etansare si piston, functioneaza la presiunea atmosferica si sunt folosite mai des pentru compozitia cauciucului siliconic, elastomerii termoplastici si prepararea adezivilor decat pentru compusii de cauciuc cu umplutura mare.
Piese de uzură și elemente structurale critice pentru întreținere
Înțelegerea structurii unui frământat de cauciuc înseamnă și a cunoaște ce componente se uzează și necesită înlocuire periodică. Principalele articole de uzură sunt:
- Sfaturi rotor: Vârfurile aripilor suferă cea mai mare tensiune de contact cu peretele camerei. În unele modele, vârfurile rotorului sunt construite cu suprapunere de sudură cu suprafață dură care poate fi reaplicată la fața locului. În altele, întregul rotor este înlocuit atunci când uzura vârfului depășește toleranța - de obicei atunci când jocul vârf-perete a crescut de la valoarea sa proiectată (2-5 mm) la mai mult de 8-10 mm, moment în care eficiența amestecării se degradează măsurabil.
- Căptușeli de cameră: Secțiunile de căptușeală ale peretelui sunt plăci de uzură înlocuibile, de obicei cu o grosime de 30–50 mm, cu șuruburi sau montate prin contracție în corpul camerei. Durata de viață variază de la câteva luni în aplicațiile de compuși abrazivi până la câțiva ani în condiții de utilizare ușoară.
- Garnituri la capătul rotorului (ambalaj): Înlocuit la fiecare 300–1000 de ore de funcționare, în funcție de tipul compusului și de viteza rotorului. Înlocuirea amânată a ambalajului duce la contaminarea compusă a zonei rulmentului și o uzură accelerată dramatic a rulmentului.
- Garnitura usii de refulare: Garnitura perimetrală elastomerică de pe ușa de descărcare este înlocuită în timpul opririlor programate, de obicei la fiecare 3-6 luni în producție continuă.
- Racorduri rotative pe circuitele de răcire a rotorului: Inspectat și reconstruit anual în majoritatea unităților, deoarece uzura etanșării acestor componente poate provoca pătrunderea lichidului de răcire în carcasele rulmenților.
Intervalele de întreținere planificate pentru frământările de cauciuc din fabricile de producție de anvelope sunt de obicei structurate în jurul schimburilor de producție de 8 ore, cu inspecții minore în fiecare schimb, verificări intermediare săptămânale și revizii majore anual sau la fiecare 5.000-8.000 de ore de funcționare. Un frământat de cauciuc de 270 L bine întreținut poate atinge o disponibilitate mecanică care depășește 95% în funcționare continuă în trei schimburi.